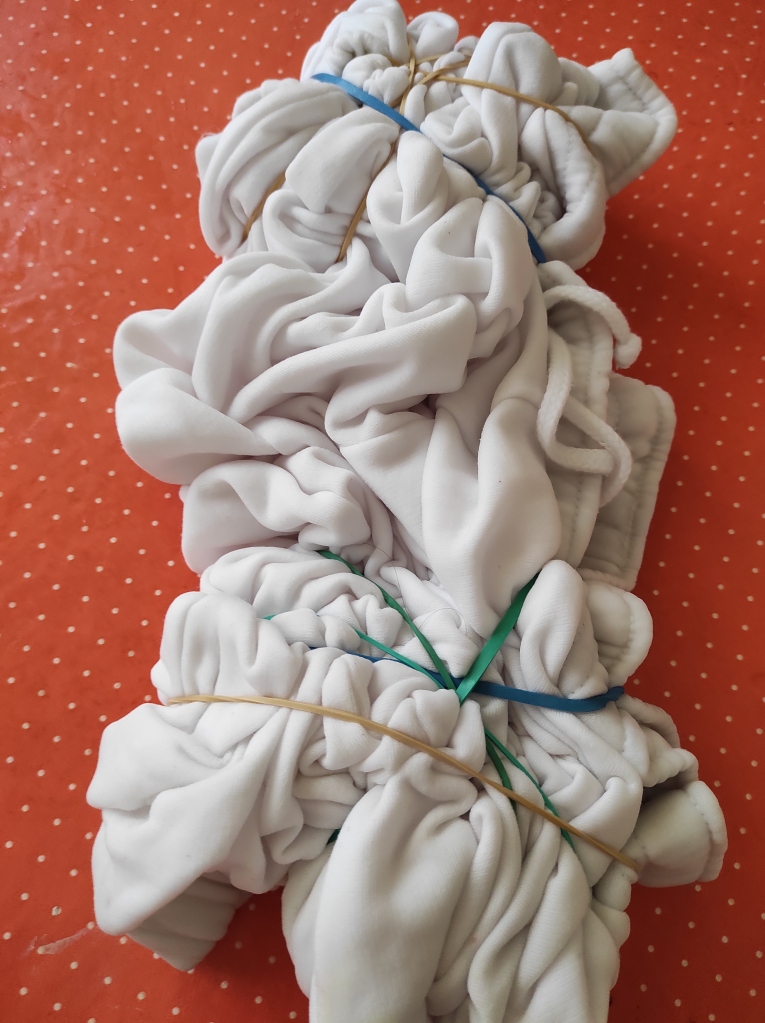
Tie dye = Atar y teñir, esa es la idea. Un procedimiento bien antiguo que conlleva reacciones químicas para conseguir prendas únicas con mirada hippie; libertario e independiente como molécula en reacción.
Ahora vuelve a estar de moda, si es que alguna vez se marchó completamente, y puede ser un impulso hacia la sostenibilidad textil. La gestión de residuos es un gran problema medioambiental y la “fast fashion” contribuye a aumentar los niveles de contaminantes en la producción textil. Racionalizar el consumo y reutilizar prendas dándole una segunda vida contribuirá a la lucha por el Medio Ambiente para dejar un mundo mejor. Dale una segunda oportunidad a las prendas usadas con esta divertida técnica y trabajarás por la sostenibilidad.
La abuela de tie dye es la técnica japonesa shibori, donde el bloqueo de zonas que quedaban blancas o sin tinte se realizaba con palos, hilos, dobleces y conchas. Atar (Kanoko shibori), enrollar, fruncir o retorcer hasta conseguir patrones impresionantes que definiesen a la población por su indumentaria del siglo VII.
La técnica de tie dye es una reacción química de tinción en casa: se inicia con la preparación de la tela añadiendo sales disueltas (fijador) para ionizar posiciones de la las fibras proteicas listas para enganchar tintes. Por eso es importante que el tejido sea fibra natural: algodón, bambú, seda, cuero o lino. Esta reacción de iniciación se lleva a cabo sumergiendo la prenda en la disolución de carbonato sódico durante 20 minutos. Consigue que las proteínas del textil sean capaces de “atarse” al colorante intensamente por fuerzas intramoleculares (enlace covalente) y de forma más ligera por intercambio iónico.
Si pudieras acercarte muy de cerca al algodón, tan cerca como para ver su estructura, te percatarías que tiene algo familiar. Prácticamente es celulosa (polímero natural formado por unidades de glucosa) capaz de desenredar su polimerización en medio hidrolítico degradando el enlace o glucosídico.
Ahora piensa en una ovejita y su uso textil, la fibra proteica de la lana es la queratina con sus 19 aminoácidos unidos en espiral como bucles de pelo. Somos más parecidos de los que pensamos al mundo animal.
Solo nos faltan las fibras sintéticas y así entender por qué no sirve para la técnica tie dye. El nailon es una poliamida, polímero producido de la reacción entre el ácido adípico y hexametildiamina produciendo la sal de ambos. La resistencia química es mayor que en el caso de las fibras proteicas al medio básico y altas temperaturas. Para que llegue a teñirse, debe reducirse el grado de polimerización, algo que no se consigue sumergiendo la prenda en disolución acuosa de la sal carbonato.
El poliéster posee una estabilidad molecular especial debido a estar compuesto por fragmentos aromáticos en su estructura. En él se mantienen fuertes fuerzas intermoleculares que limitan la tinción y le proporcionan estabilidad.
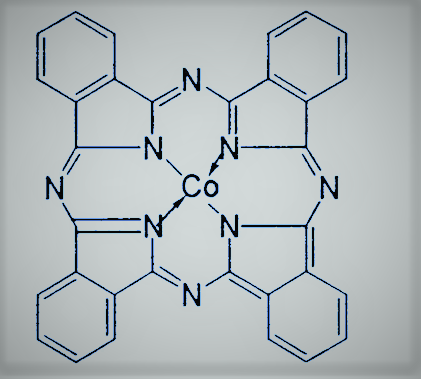
En cuanto a tintes, para el algodón el más empleado han sido los ftalogenos cuyo precursor es la ftalocianina. Los tintes reactivos forman un enlace covalente con la fibra de celulosa en estado húmedo y rápidamente gracias a su bajo peso molecular.Poseen una estabilidad térmica excepcional,son ligantes con sistemas conjugados π de colores intensos. son pigmentos comerciales con una solubilidad generalmente baja, pero con derivados sulfonados solubles en disolventes polares.
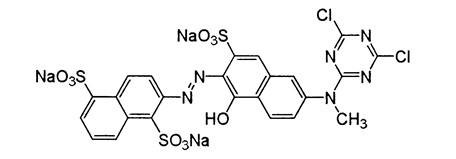
Los tintes que contiene grupos diazo usan el par de electrones no compartidos del nitrógeno sin emplean electrones del doble enlace reaccionan con el grupo amino de la fibra en medio acuoso.así consiguen que también se implique en la reacción el ciclo aromático consiguiendo la ciclometalación al formar enlaces entre el metal e hidrógeno y el metal y carbono del ciclo. Los diazocompuestos formados se destruyen bajo la luz de sol directa.
Los tintes con grupos naftol o tintes azoicos se unen a la fibra debido a su alta afinidad por la celulosa en agua fría. Los tintes reactivos se emplean desde 1956 y su característica es la reacción química con la fibra proteica formando enlaces covalentes.
El tipo de enlace formado depende del grupo reactivo.
Los colorantes transfieren su color por absorción y formación de enlaces químicos estables a la tela pero también muestran la magia de la química.En fábrica de texturas tenéis el kit preparado para hacer tie dye en casa incluyendo los tintes. Vienen en estado sólido, en polvo de un color, y cuando lo disuelves cambia de color. !Química mágica!
Como sé que tienes ganas de probar la química de atar y teñir, reaccionar y jugar, tienes el kit preparado de fábrica de texturas que usé yo. Echa un vistazo a todo lo que producen, tanto talleres presenciales como kits “hazlo tú mismo” bajo su lema: “Experimentamos con artes plásticas y técnicas artesanales para hacerlas más cercanas y actuales.”
Ahora que se acerca el Verano, que hace buen tiempo y que avanzan las vacunas, nos despertamos este fin de semana con una noticia preocupante. La playa de Sant Adrià del Besòs amanece cerrada al público por superar los límites recomendados de plomo (Pb), cobalto (Co) y cobre (Cu) entre otros metales y cancerígenos como el benzopireno. ¿y cómo han llegado ahí?, ¿son compuestos naturales en menor concentración?. Quimidices dará respuesta a tus preguntas.
Como puedes leer en la noticia del ayuntamiento, desde el 2018 se están llevando a cabo tareas de valoración de espacios potencialmente contaminados. En este caso, el litoral, como en muchos otros lares, abrazó industrias contaminantes ya sea por sus residuos, materiales o aguas de lavado que pueden acabar floreciendo por fenómenos atmosféricos hoy en día.
Normativa “Baywatch”
Tenemos varios vigilantes de la playa que ayudan a rescatarnos de este peligro: Ley 22/2011, de 28 de julio, de Residuos y suelos contaminados y en el Real Decreto 9/2005, sobre actividades potencialmente del suelo y los criterios y estándares para la declaración de suelos contaminados.
El plan de actuación del Ministerio de Transición ecológica y el reto demográfico (MITECO) en costas es el control de la calidad de las arenas de alimentación artificial y la retirada, sustitución o recubrimiento de masas de arena contaminadas, como ocurre principalmente en las desembocaduras de los ríos.
Para aumentar la superficie de la playa o recuperar partes perdidas por la dinámica litoral, se alimenta artificialmente con arenas o gravas para reforzar el suministro natural de sedimentos. Por lo que pudiera pensar alguien, explico que estos “rellenos” se hacen con sedimentos del propio cauce de la costa o áridos procedentes del depósito en el fondo del mar, yacimientos fósiles de sedimentos antiguos o material de cantera. Pero este aporte no puede modificar la morfología de la costa ni alterar el ecosistema. En este caso el vigilante de la playa es la Ley de Costas que no permite la explotación del fondo marino más que para regenerar playas, y no la explotación industrial, como pasa en otros países.
El acceso a la playa quedará cerrado si los análisis químicos detectan más del 20% de los límites de valores de evaluación establecidas por el Convenio para la protección del Atlántico Nordeste (OSPAR). Este convenio suscrito en París el 22 de septiembre de 1992, fue el resultado de refundir dos convenios anteriores: el convenio de Oslo para la prevención de la contaminación marina provocada por vertidos desde buques y aeronaves, y el convenio de París para la prevención de la contaminación marina de origen terrestre. Su objetivo es conservar los ecosistemas marinos, la salud humana y restaurar cuando sea posible las áreas marinas afectadas negativamente por las actividades humanas mediante la prevención y eliminación de la contaminación y su protección.
Se analiza mercurio, cadmio y plomo, en sedimentos y biota (peces y mejillón); PCBs; PAHs; TBTs, obligatorio en sedimentos, voluntario en biota; nutrientes para vigilar la eutrofización y de forma voluntaria compuestos como los retardantes de llama, el lindano, o los PAH alquilados.
METAL
CONCENTRACIÓN mg/kg
Arsénico
30
Cadmio
0,4
Cromo
100
Plomo
45
Mercurio
0,1
Níquel
45
Zinc
150
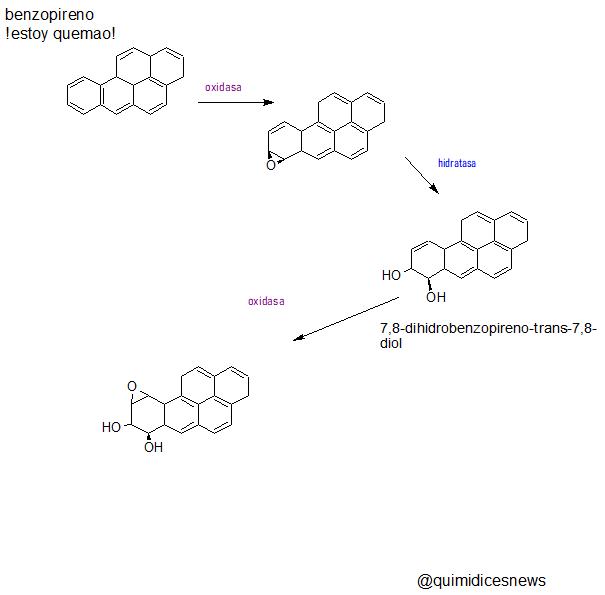
El benzopireno es un compuesto policíclico aromático (PAH) con actividad carcinogénica ampliamente extendido en el Medio Ambiente. Su origen está en la combustión de materia orgánica (combustibles de automóviles, gasóleos de calefacciones domésticas o industriales, incineradoras de residuos, incendios forestales, humo de cigarrillos o carne asada). Es el derivado obtenido de la transformación enzimática con oxidasa e hidratasa en nuestro organismo.
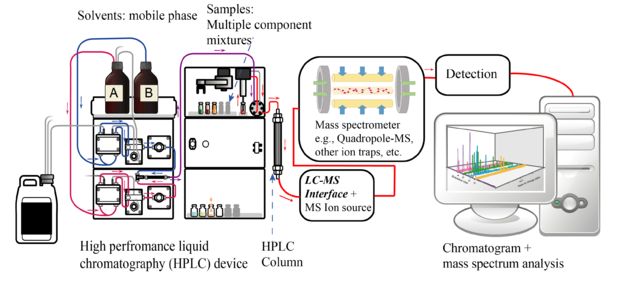
La técnica más empleada para la determinación de PAHs es la cromatografía de líquidos HPLC acoplada a detección UV o fluorescencia.
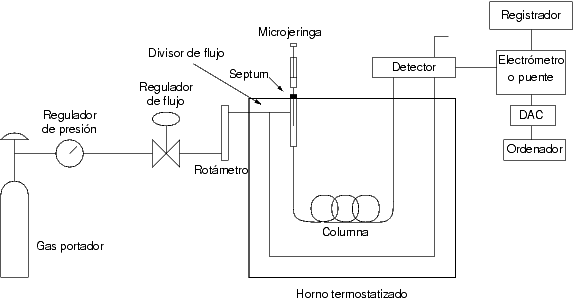
La técnica de separación por cromatografía de líquidos, entre tú y yo, es coger un tubo (no seas bruta, se dice columna), añadirle anclajes al que se unirán partes de la muestra (ejem, fase estacionaria) y un líquido que arrastre lo que no se haya unido (fase móvil, !habla con propiedad!). Se puede jugar con la polaridad de la molécula para que este líquido, perdón, fase móvil arrastre a moléculas más polares o menos polares de la muestra extraída. Por eso me empeño en decir que no es una técnica de determinación, no te da señal, sino que te prepara, separa, selecciona al analito. Eso sí, es una técnica de separación muy eficaz ampliamente utilizada.
Así es como se determina la presencia de este compuesto carcinogénico, cómo vayan a restaurar la capa contaminada queda pendiente. Tendremos que seguir la información pública que emita el ayuntamiento.
Química mariñeira
El agua de mar es una tabla periódica de elementos en distinta proporción, como. el molibdeno, vanadio y plata con concentraciones despreciables. Existe una constancia en las proporciones relativas en las que se encuentran disueltos gracias a los continuos movimientos del mar. Fosfatos, nitratos, silicatos y carbonatos navegan en composición química uniforme en alta mar. Parten de aportes de ríos, de zonas de expansión oceánica y aguas juveniles del interior de la tierra, reacciones químicas o actividad biológica en el mar.
Fosfatos ( PO43-) y nitratos (NO3– )son sales nutritivas de enorme importancia biológica para la síntesis orgánica (fitoplancton). Las concentraciones de ambos compuestos dependerán de la profundidad y de afloramiento a la superficie de aguas profundas (upwelling). Ambos se regeneran por descomposición de seres muertos en fondo marino, pero los fosfatos se consiguen por aportes que proceden de la costa que difunden por las capas de aguas subyacentes. De forma particular, los nitratos aportados de organismos muertos ponen a trabajar a las bacterias proteolíticas, que convierten el nitrógeno proteico a nitrógeno inorgánico, alimento de plantas.
Los gases disueltos oxígeno y dióxido de carbono surgen tanto de procesos biológicos (fermentaciones) como también de la descomposición de minerales radiactivos. No hay que olvidar que la fotosíntesis de la flora acuática que, al igual que en tierra firme, los organismos fotosintéticos generan oxígeno y consumen monóxido de carbono. A pesar de no ser el más abundante, el oxígeno es el químico más importante para la vida acuática. Según aumente la profundidad o la intensidad de fotosíntesis, el nivel de sobresaturación de este gas varía. Si falta el oxígeno, no hay vida ni animal ni vegetal y entonces dan paso a las bacterias que descomponen materia orgánica y sulfatos, produciendo H2S y mal olor.
Los sedimentos son maná químico: fondos con influencia terrestre, arena, gravillas, cantos, fangos arcillosos, restos coralíferos o “cascajo” de conchas. Pero también llega a la parte baja polvo volcánico transportado por el viento o meteoritos que caen sobre la Tierra trayendo compuestos de hierro y níquel.
Dependiendo de las condiciones, algunos minerales disueltos en agua precipitan químicamente como nódulos de magnesio alcanzando 25 cm de diámetro. Encarcelan átomos de hierro, cobalto, níquel o cobre después de una formación alrededor del núcleo (piedra o dientes) y un crecimiento rápido.
Como siempre, lo químicos en la playa son muchos, desde los más esenciales para la vida hasta los analistas de la contaminación para hacer mejor esa vida.
No todo vale cuando hablamos de disolver o precipitar. En estas semanas iremos repasando juntos los temas que estudian los alumnos de bachillerato en la asignatura de Química, así sirvan de pequeño apoyo para este curso y dar a conocer usos de la química en la realidad que nos rodea.
Tolerancia o solubilidad
Si eres tolerante, eres soluble por que permites el respeto íntegro del otro. De igual forma, si eres soluble, toleras un tamaño de partícula en dispersión molecular que supone la integridad hasta que precipita.
La solubilidad es la concentración máxima que alcanza un sólido cristalino en un volumen de líquido bajo condiciones determinadas de temperatura y presión. Este efecto tienen lugar debido a la ruptura de enlaces intramoleculares en los participantes, sólido y líquido, y formación de nuevos enlaces entre ellos.
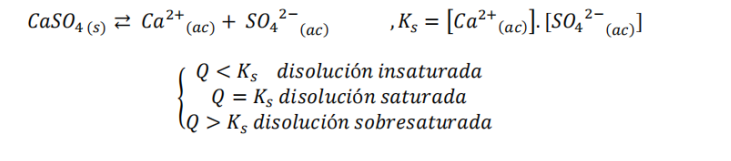
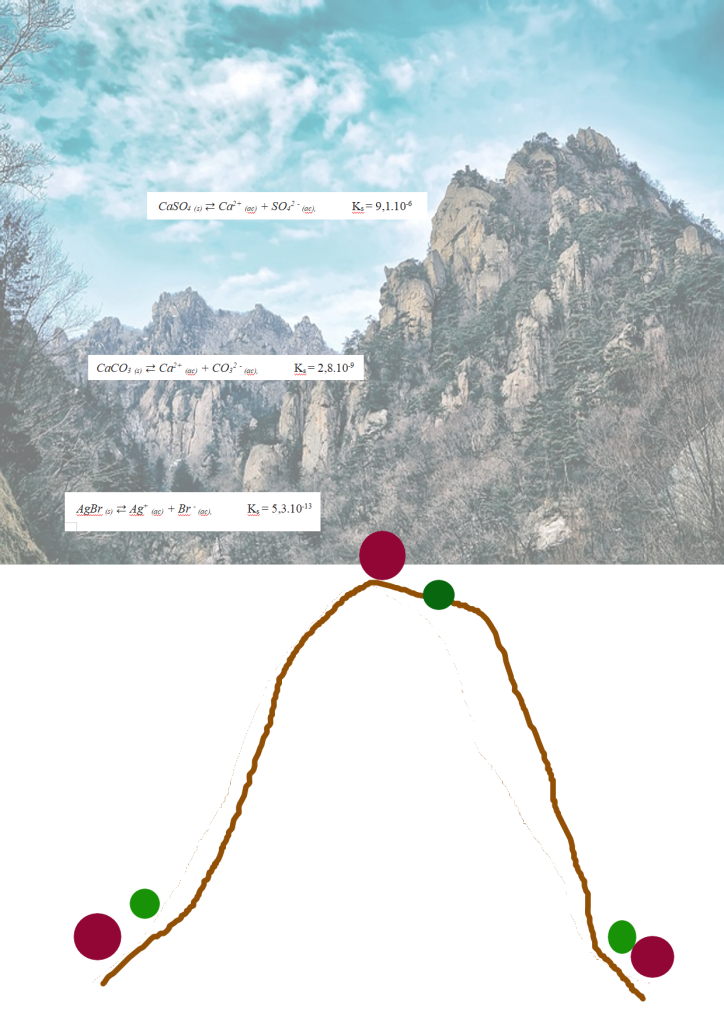
La constante del producto de solubilidad, Kps o Ks, es la constante de equilibrio heterogéneo entre un soluto sólido (sulfato de calcio) y sus iones en una disolución saturada (cationes calcio y aniones sulfato).
Los coeficientes de los iones en disolución establecen las potencias a las que se elevan las concentraciones de los iones en la expresión de Ks sin incluir concentraciones de líquidos o sólidos puros.
Podemos ver la solubilidad como una montaña a escalar, después de llegar a la cima no hay marcha atrás y precipitas al sólido suelo.
Si la solubilidad es pequeña, la montaña es baja y la disolución saturada está muy diluida.
BELLAS ARTES: DEL LABORATORIO A LA PALETA
La restauración de obras de Arte asciende por esta montaña de la solubilidad con maestría y eficacia. La limpieza de barnices oxidados o eliminación de añadidos y repintes se basan en el conocimiento de la composición química de los materiales empleados por el autor. Jugar con la solubilidad de ellos hace que solamente se elimina la capa orgánica de barniz intermedio de protección sin desnudar ni dañar la obra original. Bellas Artes, bella química.
Hay disolventes reactivos que afectan a enlaces intramoleculares, como aminas, disolventes nitrogenados, H2O2 y disolventes alcalinos (bicarbonato potásico) y disolventes no reactivos (naftas, benceno, tolueno) que solo afectan a enlaces intermoleculares sin afectar a su identidad química.
Los restauradores deben conocer la polaridad, apolaridad y enlaces de hidrógeno de capa pictórica y emplear una mezcla de disolventes. La magia de la química es proporcionarle al restaurador un abanico de posibilidades y trucos para su tarea, como evitar toxicidad, las fases de evaporación de un disolvente líquido o pérdida de la capa pictórica por un mayor aporte de disolvente volátil. El kit del restaurador incluye soportes inertes como emulsiones de ceras o barnices en agua y disolventes en polvos absorbentes o geles.
#Sabiesque és el Dia Internacional del conservador-restaurador❔
Com a homenatge a la seva gran labor, et mostrem un petit fragment de les tasques de restauració de 2016 de les pintures murals de la Capella dels Dolors de la Basílica de Santa Maria de #Mataró#WeekCR#DiaCRpic.twitter.com/wRowJug4DU
Un buen ejemplo de ello es la bella restauración del Pórtico de la Gloria culminada antes del inicio del 2021, año Xacobeo, concienciando sobre la importancia de preservar el Patrimonio. La restauración fue llevada a cabo en el conjunto de paramentos interiores y pilares de la catedral: nave principal, transepto, girola y tribuna, y los revocos de las bóvedas; todo un reto recuperar hasta 15 capas de policromía de los daños provocados por la expulsión de sales cloruro en yeso. Ahora brilla como ascuas de fuego.
La solubilidad está en nuestra vida, pero también en la muerte. En análisis forense ésta es un concepto importante para analizar posibles envenenamientos o sustancias tóxicas. La muerte no es el final sino que con ella comienza la búsqueda de metabolitos o sustancias derivadas de tóxicos detectables en análisis químico.
Sea por inhalación, contacto físico o por ingestión, el veneno entra en el cuerpo humano y pasa al torrente sanguíneo para dispersarse por todo el cuerpo. La capacidad de unión al sistema circulatorio depende de la afinidad por la albúmina del compuesto tóxico y es el veneno libre el culpable de entrar el las células en interrumpir la actividad celular.
Los tóxicos atraviesan la membrana plasmática por difusión simple, transporte por difusión facilitada transporte activo, filtración y/o endocitosis, por que puede combinar varias “puertas” de entrada. O van en coche solos, o van en autobús, pero entrar, te aseguro que entran.
Existen zonas del tubo digestivo especializadas en absorción (intestino delgado) al tener gran cantidad de vasos sanguíneos y una gran superficie de absorción. Esta circunstancia ayuda para obtener nutrientes en el organismo, pero también para nutrirse de tóxicos y hacerlos pasar directamente al hígado.
fuente: pixabay
Si te preguntase por un tóxico histórico, estoy segura que contestarías en unos segundos. El arsénico se ha empleado como veneno a lo largo de la historia por sus características, inodora e insípida como el agua. Y ¿de qué se le acusa?, es sospechoso de formar enlaces fuertes con el grupo tiol SH de enzimas celulares bloqueando el metabolismo celular. Pero se le pilla por los pelos, que es donde se detecta este elemento gracias al aminoácido cisteína y su gancho SH.
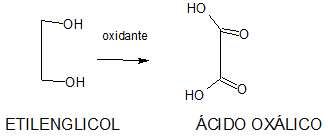
Pero volvamos a la solubilidad. Ahora les toca a los tóxicos biotransformarse a través de reacciones enzimáticas en moléculas con menor o mayor toxicidad. El etilenglicol es el ingrediente principal del anticongelantes, una ingesta accidental o ilícita se determinará gracias a la insolubilidad de oxalato de calcio.
El metabolismo de etilenglicol da lugar a ácido oxálico, el cual reacciona con cationes calcio del organismo precipitándose en forma cristalina en los riñones. La constante de solubilidad es pequeña, por lo que será también pequeña la concentración de iones necesarios para detectar el asesinato.
De nuevo otra oportunidad para poner el foco en la mejor versión de la química ; esenciales para relumbrar la belleza en el Arte y la justicia en la mano de la química forense. Tendrás más ejemplos proximamente, no te los pierdas.
Cualquier persona trabajadora conoce el triángulo del fuego. Es una de las lecciones del curso de prevención de riesgos laborales que se imparte en empresas: los ingredientes del fuego son combustible, una fuente de calor y comburente (oxígeno). Al eliminar a uno de ellos, extingues el fuego, pero no vamos a volver a hablar de ellos. Los químicos en el incendio son el personal de análisis una vez apagado todo.
El líquido inflamable empleado como iniciador de el fuego no se consume completamente en el incendio. Es absorbido por los materiales del escenario y se mantienen bajo las llamas a una temperatura menor. El combustible que arde son los vapores del líquido inflamable que ascienden afectando a plantas superiores. Para determinar qué tipo de acelerante inflamable se ha utilizado, el químico usa la técnica de separación cromatografía de gases acoplada a un detector específico.
La muestra sólida absorbente recogida en el escenario se pretrata disolviéndola para poder ser inyectada en el cromatógrafo. Este disolvente no debe intervenir en el análisis, por eso la preparación de muestra es crucial. También se recogen pequeñas muestras líquidas sospechosas de haber iniciado la reacción para poder diferenciar sustancias como queroseno (hidrocarburos de 12 a 15 Carbonos) y gasolina (hidrocarburos de 4 a 12 Carbonos). Ambas son hidrocarburos obtenidos del petróleo por craking por diferencia de Temperaturas de destilación (300 y 200ºC respectivamente). La diferencia entre la Temperatura de ebullición y la polar del analito o compuesto a analizar es clave para identificarlo y atrapar al culpable. Además de eso, el químico usará un patrón interno con la sustancia pura a determinar para comparar la señal del detector.
La ruta que sigue el analito por el cromatógrafo empieza por el inyector, fase en la que se evapora la muestra líquida y la introduce en la columna. Un gas inerte como el Helio hace fluir por la columna para que entre en contacto con la fase estacionaria, donde se separarán los compuestos por interacción con dicha fase. Esta parte de la ruta es calentada, dando el pistoletazo de salida hacia el detector. ¿quién llegará antes?,¿el más volátil?, ¿ el más polar?.
El más rápido en llegar al detector será el compuesto con el punto de ebullición más bajo, como en la destilación de aguardiente, que desperdiciamos el metanol inicial. Sí, compuesto con punto de ebullición más bajo es más volátil, más fácil de pasar a estado gaseoso. Pero también los compuestos con diferente polaridad con la fase estacionaria, serán campeones récord en tiempo de retención más corto (desde inyección hasta señal de respuesta en detección).
La ruta termina en el detector, es ahí donde se mide una señal cuantificable, un cromatograma o gráfico de datos como electrocardiograma del culpable, en vilo por conocer su imputación en la investigación.
origen: pixabay
Una determinación más eficaz del método analítico es la cromatografía de gases acoplada espectrometría de masas. El químico recoge la muestra sólida en un contenedor sellado capaz de atrapar gases. Éstos son inyectados en el cromatógrafo, son transportados igualmente por el capilar por el gas inerte, son ionizados según llegan en fase gaseosa y son desviados por el campo magnético de un imán por su relación carga y masa.
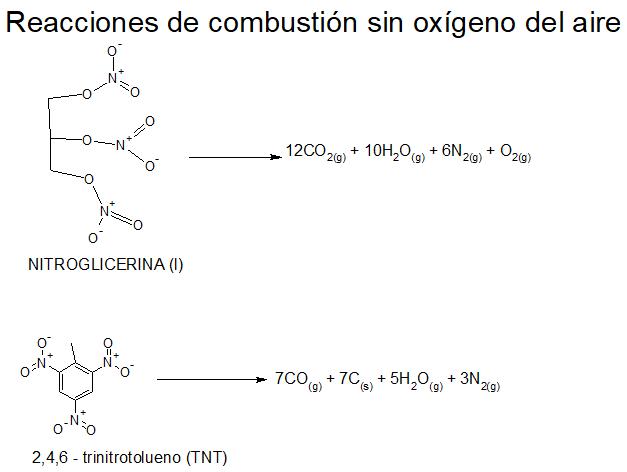
Esta técnica también la utiliza el químico para detectar explosivos, capaces de provocar reacciones de combustión sin oxígeno.
Los químicos estamos detrás de todo. Podemos ser culpables o jueces, no te olvides cuando nos tengas cerca.
Capa a capa como piel con piel es la protección que debe llevar la carrocería del coche. El tratamiento y recubrimiento de superficies, en especial, en carrocería de vehículos, se basa en las propiedades químicas de los materiales. Esto da para un nuevo post,.. ¿será por que tengo que pasar por taller en breve?. Sea por lo que sea, volvemos a hablar de química y en esta ocasión, a todo gas.
LA DERMIS DE TU COCHE
Al igual que nuestra piel, la carrocería de tu vehículo se divide en capas para protegerlo del ambiente exterior. La lluvia, el sol, excrementos de aves y proyecciones aceleran la corrosión rompiendo las capas de pintura que exponen a la chapa metálica al oxígeno.
Se emplean piezas plásticas para las partes de baja resistencia mecánica, de aluminio o aleaciones de éste en piezas de gran tamaño y resistencia mecánica baja al resistir la oxidación. Para aumentar la resistencia mecánica, la industria de automoción desarrolla materiales compuestos o técnicas de hidroconformado, galvanizado para acero o imprimaciones anticorrosivas.
Cosmeticar: cosmética en tu coche
La piel está formada por epidermis más externa, dermis papilar y reticular y tejido subcutáneo. La capa ácido-grasa de la piel es la primera barrera de protección frente a agentes nocivos y evita la pérdida de hidratación. Son los queratinocitos los responsables de esta función, además de colaborar con la respuesta inmune gracias a la síntesis de citoquinas.
La dermis es el tejido conectivo bajo la epidermis compuesta de fibroblastos, colágeno, reticulina, arteriolas, elastina, terminaciones nerviosas y demás glándulas. Es el sostén de la epidermis, encargada de hidratar y lubricar la piel, regular la temperatura corporal y almacén de agua retenida por el ácido hialurónico.
La capa inferior protectora de la piel llamada hipodermis es una red de vasos sanguíneos en conexión con órganos internos, sensores de cambios de presión y temperatura y reserva energética.
En la carrocería del coche se refuerza de igual forma la capa externa con óxido del mismo metal. Esta capa de óxido puede ser hermética o porosa. La primera de ellas surge de la reacción de oxidación superficial entre el zinc o aluminio y oxígeno, conocida como autopasivación. En cambio, la capa porosa se forma la misma reacción entre acero y oxígeno no autosellante; se crean poros que permiten contacto entre el ambiente sin detener la reacción. Debido a esto, en aceros se emplea la técnica de galvanizado, garantizando la protección por sacrificio ante corrosión por la película de zinc. Este metal se sacrifica ante la reacción de oxidación en lugar de la chapa del coche. Solo hace falta aislar esta capa sellando con una película hermética de pintura protectora. Epidermis sobre la dermis.
La protección por revestimiento en carrocería es la loción solar para tu coche: cubrir las chapas de acero laminado por las 2 caras o solo por 1; metálico, no metálico o la combinación de ambos y con distintos elementos o aleaciones. Son la barrera física para que no llegue la corrosión y barrera química al absorber el oxígeno para que no llegue al acero.
Para las carrocerías de alta gama se emplea aluminio soldadas con tecnología láser. El resto emplean chapas prerrevestidas con materiales plásticos en piezas de baja resistencia estructural como techo o maletero.
Al igual que los pasos a seguir en cosmética para cuidar nuestra piel facial, la carrocería sufre 6 tratamientos superficiales:
Fosfatado y pasivado: rociado o inmersión de solución acuosa fosfatante de zinc para obturar poros. El pasivado siguiente elimina la rugosidad superficial para continuar con el siguiente tratamiento. El zinc es el gran amigo; forma fácilmente enlaces covalentes y de coordinación, reacciona con ácidos y bases y, lo mejor, forman aleaciones metal contra metal.
Imprimación cataforética: inmersión en cuba de solución protectora muy rica en zinc para someter a corriente eléctrica y conseguir que las partículas del metal sean atraídas y penetren por la chapa. Ésta se conecta, para ello, al polo negativo o cátodo y la solución al polo positivo y así crear una capa protectora de 20 micras.
Aplicación de aparejos: aplicación de capas de pintura de fondo al interior y exterior para mejorar la adherencia de pintura y proteger la imprimación cataforética.
Pintura de acabado: rociado de capas finales de base agua que da brillo, dureza y protección frente a UV.
La piel hay que cuidarla, la carrocería también. Y ambas las cuidarás con química.
Pasaron los virus, porque las mascarillas empleadas no filtraron, no estaban preparadas para ello. La investigación en EPIs, equipos de protección individual, no es tan simple como confeccionar una prenda. Para que desempeñe su función de protección debe cumplir la normativa europea que, para el caso de mascarillas, es UNE – EN 149.
Nadie entendería usar un tablón de madera o una mampara de (polímero) plástico para protegerse de radiación nuclear, pero sí se plantea ante esta amenaza biológica en ciernes soluciones improductivas.
El verdadero riesgo biológico
Los agentes biológicos se pueden clasificar según el riesgo de infección: grupo 1 para agentes biológicos con poca probabilidad de causar enfermedad en humanos; grupo 2 para los que pueden suponer un peligro para trabajadores y colectividad por propagación existiendo tratamiento eficaz; grupo 3, para los que puede causar enfermedad grave para trabajadores y colectividad por propagación existiendo tratamiento eficaz y grupo 4 para los que suponen peligro sin que exista profilaxis o tratamiento eficaz. No hace falta decir en qué situación se encuentra nuestro “amigo” COVID.
Se dispersan por el aire por bioaerosoles, a través del agua o alimentos y como contaminantes en materiales o seres vivos. Las vías de entrada, por tanto, son vía respiratoria, dérmica, oral (ingesta, no al hablar) y parenteral (pinchazo, corte, mordedura). En el caso de las mascarillas, se basa en la barrera de protección ante la entrada de agentes biológicos suspendidos en el aire al toser, al hablar o procesos de pulverización con agua a presión.
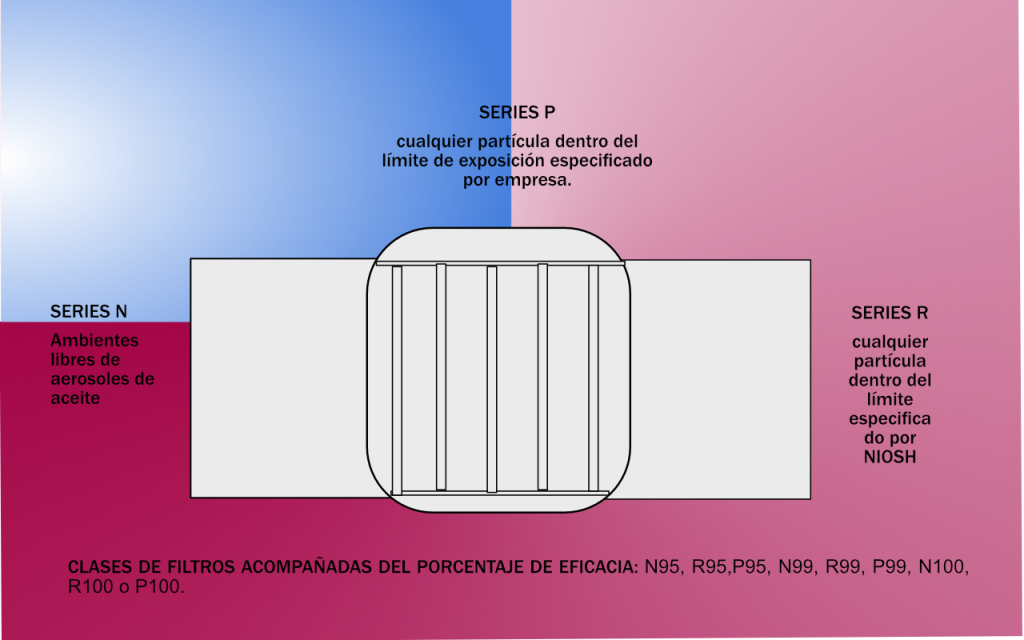
Según la normativa europea UNE – EN 149, a cumplir para la fabricación de dispositivos de protección respiratoria, diferenciamos 3 grupos según el tipo de contaminante: contra partículas y aerosoles (P), contra gases y vapores (A, AX, B, E, K) y contra partículas, gases y vapores (tipo NO-P3, tipo Hg-P3). En nuestro caso que nos tiene en cuarenta, partículas e aerosoles, tenemos 3 clases de mascarillas autofiltrantes.
Según la normativa americana OSHA 1910.134 para la fabricación de mascarillas, cumplida por marcas como 3M, clasifica según el contaminante a filtrar (aceites, metales,..).
Como aparece en las imágenes, en el caso de la norma europea, el nivel de protección se define por el número de veces que retiene el límite de concentración de sustancia peligrosa (TLV); por ejemplo, 50 x TLV retiene hasta 50 veces el valor máximo permitido del contaminante.
Para la comprobación de la eficacia de las mismas, se emplea un kit de exposición.
Por su alta eficacia filtrante ante partículas sólidas y aerosoles líquidos, se pueden recomendar para el uso frente a microorganismos, pero no está contemplado específicamente esta aplicación en la normas europea EN – 149. Para ello, EEUU y Reino Unido emplean mascarillas equipadas con filtros HEPA (High Efficiency Particulate Airbone) con una eficacia mínima del 99,99% para partículas de 0,3 mm de diámetro consiguiendo aire estéril.
Existen en el mercado mascarillas quirúrgicas para fluidos corporales o agua contaminada, también mascarillas de carbón activado, pero no son consideradas EPIs al no garantizan la salud y seguridad de los usuarios.
GESTIÓN DE RESIDUOS BIOSANITARIOS, PROBLEMA FUTURO
Nadie puede pararse ahora a pensar en ello, pero el uso y abuso de material de protección como mascarillas, guantes, batas, etc… supone un riesgo biológico a atajar por empresas gestoras de residuos. Me viene a la cabeza el desastre del Prestige, !cómo olvidarlo siendo gallega!, que supuso un gran problema medioambiental no solo en alta mar, también amarrado a tierra.
Los residuos peligrosos de agentes biológicos como absorbentes infecciosos H9 con microorganismos patógenos o sus toxinas tiene un final feliz único: la incineración. Descanse en paz.
Pero las cifras esperanzadoras de niveles drásticamente bajos de CO2 no se mantendrán con esta operativa y a este ritmo.
No pasarán y pasaron, pasaron los filtros y canales de propagación por eso limitamos exposición. #quédateencasa #quédateenelnido
A Xunta de Galicia
non ten medicións nin informacións da radioactividade do Fosa Atlántica, onde
descansan 140.000 toneladas de residuos nucleares. Entre 1949 ata 1982 mergulláronse 223.000
bidóns de aceiro e formigón cheos de material nuclear. Os países implicados
foron Gran Bretaña, Holanda, Francia, Bélxica, Alemaña, Italia, Suíza e Suecia,
deixando á deriva a fosa a 4000 metros de profundidade e 650 km da costa
galega. Dende 2005, data da última inspección do OIEA (Organismo Internacional
de Enerxía Atómica), ninguén vixía o material radioactivo, sempre xove, sempre
Xonxa, mar adentro.
Non me cubras de terra, nin me metas nun nicho. Se non queres mirarme, lévame a campo aberto, déixame ollando o ceo para irme repartindo entre todo o que queira levarse de min algo. Un verme, unha mosca, un paxaro calquera… ata que me consuman por amor regalado para empurrar a vida soñando pero libre, que cada un recolla o que me deu prestado. Así, cando caia, deixádeme caído para retornar á vida alí onde eu caia.
Extracto do poema “Cando eu caia “ de Ramón Sampedro
Xa falaramos noutra ocasión da radioactividade, fusión e fisión de átomos radioactivos no Post Uranio no es un planeta.
O que imos facer é falar dos residuos ou refugallos nucleares e da química que os envolve.
Comezamos coa historia das centrais nucleares en España. Podemos ver na imaxe as 3 xeracións que marcan a evolución da enerxética no pais. Á primeira xeración pertencen centrais proxectadas nos 60 rematando as construcións a comezos dos 70. Cabrera foi a primeira á que se aplicou o programa de Avaliación Sistemática (Systematic Evaluation Program) da Nuclear Regulatory Commission (NRC, EEUU) para incorporar melloras, reparacións e modificacións do deseño.
No caso de Garoña, tamén viviu o plan de mellora despois
de avaliación, coma no caso da substitución dos aneis de material
anticorrosivo, do tipo de combustible e as tubeiras de recirculación. Tamén
mellorouse o sistema de tratamento de residuos gasosos e líquidos.
Entenderemos entón que un dos problemas de esta industria
é a corrosión baixo tensións, que xa falabamos no post do cobre.
O combustible chega á central en bastidores de aceiro
inoxidable, que é un tipo de aceiro con un mínimo do 11% de cromo. Este elemento
químico é capaz de crear unha película pasivante moi fina e continua que lle da
estabilidade o material. Ademais o aceiro inox posúe gran resistencia mecánica,
resiste temperaturas elevadas e crioxénicas. As barras de combustible insiren
dióxido de uranio lixeiramente enriquecido e, xunto a elas, van as barras de
control con seccións absorbentes de aleacións de prata, iridio e cadmio.
Tamén chegan as pastillas de dióxido de uranio dentro de
tubos cerrados de zircaloy-2. O zirconio emprégase porque unha pequena sección
é eficaz fronte a neutróns térmicos, resiste a corrosión do vapor de auga a
elevadas presións e temperatura, e ter elevada estabilidade baixo a radiación.
Neste caso, o control mantense con barras de aceiro cheas de pó compacto de
carburo de boro capaz de absorber neutróns. O boro é coma un tragaldabas, captura neutróns sen
cambiar de elemento. Por iso emprégase tamén na auga da piscina de combustible.
No programa de vixilancia ambiental inclúense toma de
mostras de partículas de pó e radioiodos (131 I) no ar, deposicións
de chuvia, solos e vexetación, mostras de augas superficiais, auga potable e
subterránea.
Os refugallos radioactivos líquidos mantense nos depósitos de retención onde desintégranse e neutralízanse antes de chegar ó evaporador. Despois diso, sofren un proceso de destilación, desmineralizacións catiónica, aniónica e leito mixto, botando fóra o destilado nunha descarga ó exterior ou reutilización.
Por outro lado, os refugallos gasosos recóllense no depósito regulador de presións e almacénanse ata desintegración. Seguidamente, os gases son filtrados separando as partículas e radioiodos ata depósitos de decaemento o tempo segundo actividade. Os efluentes teñen como dose límite equivalente efectiva 1mSv/ano e dose equivalente efectiva 0,1mSv/ano.
Os concentrados do evaporador, os cartuchos de filtro, as resinas cambiadoras de ións e absorbentes como trapos, papel e roupas son os refugallos sólidos. O tratamento que levan é a solidificación en cemento para os concentrados, formigón para cartuchos e resinas e compactación para o resto. A seguir, todos os refugallos son encerrados en bidóns metálicos de 210 litros e almacénase. As instalacións de acondicionamento foron actualizadas no primeiro semestre do 1993 , coa nova instalación de solidificación. Estou a falar da central José Cabrera onde se rexistraron os bidóns producidos e acumulados dende 1972 ata 1997.
No caso do combustible irradiado, os elementos
descargados do reactor foron enviados para o seu reprocesamento ó Reino Unido
ata 1983, que almacenouse o combustible en bastidores dentro do recinto de
contención na piscina de combustible (residuos de alta actividade). Este coincide
co fin da parada fría e a introdución de modificacións na central.
Los residuos de alta actividade son o combustible irradiado nos reactores de ciclo aberto e residuos vitrificados procedente do reproceso do combustible irradiado de reactores de ciclo fechado. Estes últimos xeran calor e conteñen isótopos de vida media e baixa. Ámbolos dous entérranse internacionalmente en instalacións de almacenamento en formacións xeolóxicas en profundidade. Xunto a elo, as barreiras de seguridade son: a matriz propia do óxido de uranio, o contedor ou cápsula de cobre ou titanio e materiais de recheo o selado (mestura da arxila bentonita e rocha triturada).
Materiais do reactor
A vasilla do reactor está feita de aceiro ó carbono
recuberto de aceiro inoxidable. O aceiro ó carbono conten mais porcentaxe de
carbono (0.5%- 1% ) que o aceiro ordinario (<0.5% ), conseguindo mais
tenacidade para soportar esforzos bruscos sen deformarse.
O edificio ou recinto de contención para a blindaxe contra as radiacións gamma e neutróns. Para iso, a estrutura é unha lousa de cementación circular plana de formigón armado e unha cúpula de aceiro. O formigón armado é un dos materiais que mais atenúa e protexe da radiación absorbéndoa e desviándoa a través do seu espesor.
Son 448 reactores actualmente en operación producen arredor
do 11,5% da electricidade mundial e 58 unidades en construción.
OIEA son as siglas do organismo Internacional de enerxía atómica, que coopera coa OMA (organización Mundial de Aduanas) e a INTERPOL na prevención do desprazamento involuntario e o tráfico ilícito de materiais radioactivos. Pois ben, existe hoxe a Convención sobre a protección física dos materiais nucleares no transporte nuclear internacional firmado no 1980. Esta convención ten unha emenda no 2005 co obxectivo de lograr e manter en todo o mundo unha protección física eficaz dos materiais nucleares (plutonio excepto isótopo 238, uranio 233, uranio enriquecido nos isótopos 235 ou 233) . Para iso, ten que existir responsabilidade do Estado no establecemento, aplicación e mantemento.
O OIEA clasifica os residuos de medicina, industria, agricultura, investigación e ensinanza segundo o potencial de causar efectos deterministas sobre a saúde. A clasificación identifica as fontes radioactivas dende categoría 5 (a menos perigosa) ata categoría 1. Para ter unha visión do risco, aquí tes o porcentaxe de cada categoría recollido por: 0.41 % para categoría 3 (cesio 137), 15.70 % de categoría 4 e 82.64 % de categoría 5 (radio- 226), e por debaixo do valor de exención 1.24 %.
En España existe unha rede de 25 estacións automáticas de vixilancia radiolóxica (REA) en continuo e estacións de mostraxe coa finalidade de controlar o índice de radioactividade da atmosfera, augas e solo. Alén diso, a Dirección Xeral de Protección Civil dispón de 907 estacións automáticas de medida da taxa de dose de radiación gamma, sobre todo na costa.
Como conclusión, sirva esta reflexión. Non sabemos que
residuos permanecen somerxidos na Fosa Atlántica, agora sabemos que materiais
se empregaron para a súa contención e os plans de vixiancia radiolóxica actuais
e a longo prazo. O mundo non pode permitir hoxe unha xestión dos residuos sen
control nin responsábeis.
Quero ir ó mar porque alí teño nos seus abismos os meus segredos, os meus soños de home e os meus soños de neno.”
Extracto do poema “Quero
ir ó mar “ de Ramón Sampedro
Este post
parte de vosotros, está escrito gracias a la duda química que nos manda Ana a
través del banner del blog:
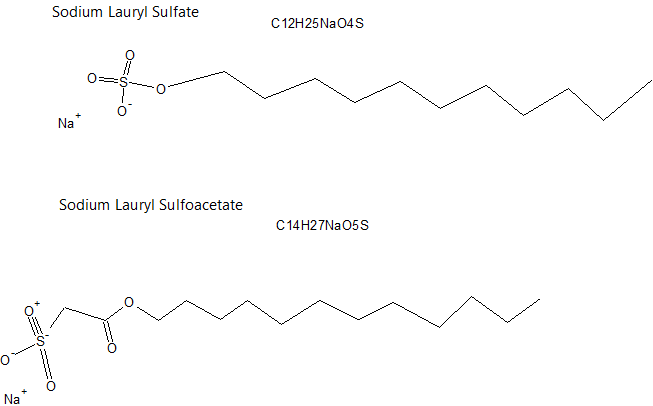
¿Sodium Lauryl Sulfoacetate es un ingrediente dañino para mi pelo?
Pero, antes
de contestar, vamos a explicar los componentes de la cosmética capilar.
El cabello
nace en las cavidades de la epidermis, los folículos pilosos, llegando hasta la
dermis. La parte del cabello que se queda dentro del folículo es la raíz, y el
resto libre, tallo. Los productos cosméticos a la venta clasifican los cabellos
en normales, con aspecto brillante y equilibrio fisiológico; cabellos secos,
con apariencia árida, tendencia a romperse por falta de grasas y humedad; y
cabellos grasos, con gran actividad de las glándulas sebáceas.
Los detergentes son productos que llevan surfactantes o tensioactivos para salvar la tensión superficial del agua y limpiar la suciedad sólida o líquida. En el champú también arrastra en el agua está materia incluso eliminando la grasa del pelo. Por eso necesita también sustancias químicas permitidas seguras que hagan este trabajo.
Cada año se
introducen en la industria nuevos agentes químicos para el bienestar de la
ciudadanía y el impulso económico. Alrededor de 30.000 químicos se han
registrado en 2018 según la agencia europea ECHA.
En esta página
puedes consultar las consultas públicas, donde comprobar las medidas de control
ante estos nuevos compuestos químicos.
El “Sodium Lauryl Sulfoacetate” se le llama de otras formas: sodium 2-(dodecyloxy)-2-oxoethane-1-sulphonate, Dodecyl sodium sulfoacetate, sodium 2-(dodecyloxy)-2-oxoethane-1-sulphonate. Pero no es una sal sulfato, algo que puede a llevar a confusión.
Este
compuesto sintético se usa por consumidores y profesionales en cosmética y
cuidado personal, productos de limpieza. En la web de ECHA podemos consultar
qué riesgo tiene (irritante para ojos).
Otro compuesto es “Sodium Lauryl Sulfate”, que también podemos encontrar como Sodium dodecyl sulphate y Sulfuric acid, mono-C12-16-alkyl esters, sodium salts.
Los usos de esta molécula son más amplios: productos de limpieza, adhesivos,
arcilla de modelaje, selladores, pulimentos y ceras, productos de cosmética y
cuidado personal. En cuanto a los riesgos, se indican aquí está el gráfico, el
mismo que en el caso anterior.
La mala fama de compuestos sulfatos en cosmética puede basarse en el listado de las sustancias prohibidas en el sistema de cosmetovigilancia.
En el post
Eau de Navidad hablábamos de la cosmetovigilancia y las normas relativas al
control en beneficio del consumidor. Productos más seguros, menores costes
administrativos y mayor seguridad jurídica son los ítems del reglamento
europeo.
A día de hoy,
las últimas actualizaciones de la normativa sobre recogida, evaluación y
seguimiento de información de productos cosméticos son:
Artículo 23 del REGLAMENTO
(CE) Nº 1223/2009 del Parlamento Europeo y del Consejo de 30 de noviembre
de 2009,
sobre los productos cosméticos.
El
Reglamento 1223/2009 sobre productos cosméticos establece, en su artículo 23,
que los distribuidores y personas responsables de productos cosméticos tienen
la obligación de notificar todos los efectos graves no deseados relacionados
con el uso de productos cosméticos, de los que tengan conocimiento. Esta
notificación deberá dirigirse a la autoridad competente del Estado miembro
donde se produjeran los mencionados efectos.
El
Real Decreto 85/2018 establece que la AEMPS es la autoridad competente en
España a la que las personas responsables y los distribuidores deben notificar
los efectos graves no deseados relacionados con el uso de productos cosméticos,
de los que tengan conocimiento.
Además
regula la comunicación de efectos no deseados graves por los profesionales
sanitarios y establece el Sistema Español de Cosmetovigilancia, destinado a
recoger, evaluar y realizar el seguimiento de los efectos no deseados
observados con productos cosméticos.
La industria
de productos cosméticos debe cumplir con los requisitos de buenas prácticas
(GMP) que les apoyan en el cumplimiento de esta normativa. Así se garantiza la
eliminación y prevención de deficiencias en la calidad y sus impactos en
nosotros, los consumidores.
Sustancias
prohibidas por su toxicidad:
Prunus laurocerasus L (agua destilada de laurel cerezo) (tóxico incluido en ORDEN SCO/190/2004, de 28 de enero)
Aceite de granos de Laurus nobilis L
Sulfato de níquel
Sulfato de cobalto
Sulfato de dietilo
Sulfato de dimetilo
Sulfato de toluidina (1:1)
Metilsulfato de poldina (DCI)
Sulfato de [[1,1′-bifenil]-4,4′-diil]diamonio
Sulfato de bencidina
Sulfato de 3,3′-diclorobencidina
Sulfato de 4,4′-bi-o-toluidina
La
información sobre estos compuestos químicos aparece en la etiqueta como lista
INCI (International Nomenclature of Cosmetic Ingredients) y “Sodium Lauryl Sulfate” es el segundo
ingrediente en la mayoría de estos cosméticos. Por eso es el foco de atención
para críticas a la industria química.
Pero el problema que nos debe preocupar es la
elaboración de cosmética natural como el caso de jabón de Alepo “slow
cosmétique”, que está hecho a base de aceite de bayas de laurel. Laurus nobilis
está incluido en la lista de sustancias prohibidas en cosmética industrial.
Y, para terminar, presentamos la evolución de tensioactivos en cosmética: surfactantes no iónicos capaces de trabajar a temperaturas menores de 20ºC, agentes quelantes biodegradables con las mismas propiedades espumantes.
Espero, Ana, que este post haya respondido a tu duda y demostrarte la seguridad en la que nos encontramos.
Hoy, 11 de Febrero, es el día Internacional de la Mujer y Niña
en Ciencia y, como cada año desde su inicio, preparamos un post homenaje a
alguna científica inspiradora. Este año cruzamos la frontera para conocer a la
pionera en Ciencias Físicas en Portugal, por lo que toca escribir el post en
las 2 lenguas.
Porque …”O meu país é o que o mar não quer” (Ruy Belo).
Lídia Coelho Salgueiro nació en Lisboa el 31 de Diciembre de 1917. Estudió Ciencias Físico-Químicas en la Universidad de Coimbra pero, por motivos familiares, tuvo que solicitar traspaso a la Facultad de Ciencias de Lisboa.
Amplió conocimientos durante sus estancias en Coimbra,
Lisboa y Edimburgo, con trabajos de investigación en espectroscopia nuclear e
fenómenos de interacción nuclear.
Fue discípula del profesor Manuel José Nogueira Valadares, uno
de los profesores e investigadores perseguidos y expulsados de la Universidad
entre 1926 y 1974 por revelar espíritu de oposición al régimen. Valadares fue
pionero en la investigación científica en Portugal y el primer director extranjero
de un CNRS – Centre National de la Recherche Scientifique.
Salgueiro retoma la investigación suspendida debido a los malos
resultados en mica y quarzo por Valadares en 1938. Instaló un espectrógrafo de
cristal girador adaptado de un espectrógrafo de rayos X del Laboratorio de
Química. Lídia tenía como objetivo verificar resultados obtenidos en el pasado por investigadores extranjeros en procesos de
absorción por un único elemento, absorción selectiva, espectrografía magnética e difracción
cristalina. Más allá de eso, descubrió una radiación de longitud
de onda 396 U X, resultado presentado en Enero de 1944 y confirmado en Marzo
por Frilley, maître
de recherches do Laboratoire Curie, en una nota a la Academia de Ciencias de
Paris.
Concluyó el doctorado en la Universidad de Lisboa en 1945 con
la disertación titulada «Espectro gama
de los derivados de vida larga de radón«. Es pionera en
el área de Física Atómica formando el legado científico reconocido hasta ahora.
La investigación en radioactividad y física nuclear en
Portugal fue divulgada en la Gazeta de Física, donde Lídia fue co-fundadora
junto con Jaime
Xavier de Brito, Rómulo de Carvalho y Armando Gibert desde o Laboratorio
de Física da Universidad de Lisboa. La revista tiene la finalidad de divulgar a
un público no especializado como profesores de instituto.
Junto a José Gomes Ferreira, su marido, fundó el
Centro de Física Atómica de la Universidad de Lisboa en 1976, en activo actualmente. Ella orientó el
doctorado de Gomes Ferreira con la tesis titulada “Contribución para el estudio
de la intensidad de las bandas satélites de los rayos Lα de elementos de número atómico comprendido
entre 73 e 92”, al que seguirían cuatro doctorandos más.
Fue destacable por los trabajos con una imaginación
extraordinaria aunque con un equipamiento extremamente simple. También destaca
por la veracidad en su carrera: no empleó las cartas de recomendación de su profesor de Historia del Liceo para la
admisión en la Universidad de Coimbra a finales dos anos 30. Ella detestaba ese tipo
de procedimiento a pesar de que le hacían las mejores referencias.
En 1978 abandonó su puesto como profesora catedrática
de la Facultad de Ciencias por motivos
de salud. Tres años después fue elegida
socia correspondiente de la Academia das Ciencias de Lisboa.
Murió el 24 de Julio de 2009, a los 91 años de edad.
Luísa Carvalho, coordinadora del Centro de Física Atómica de la UL homenajeó a
esta mujer desprovista
de toda banalidad y protagonismo que dejó una gran lección de simplicidad. “Todo
esto son glorias vanas, que mueren con el tiempo. Por eso aquello que
efectivamente es nuestra obra, esa no muere y perdura para siempre.” Y así es.
#11F: Día Internacional da Mulher e Nena em Ciência
Lídia Coelho Salgueiro nasceu em Lisboa a 31 de dezembro de 1917. Estudou Ciências Físico-Químicas na Universidade de Coimbra mas, por motivos familiares, teve que solicitar transferência para a Faculdade de Ciências de Lisboa.
Ampliou conhecimentos nos estágios em Coimbra, Lisboa e Edimburgo, com os trabalhos de investigação em espectroscopia nuclear e fenómenos de interação nuclear.
Foi discípula do
professor Manuel José Nogueira Valadares, um dos professores e investigadores
perseguidos e expulsos da Universidade entre 1926 e 1974 por revelar espírito
de oposição ao
regime. Valadares foi pioneiro na investigação
científica em Portugal e o primeiro diretor estrangeiro de um CNRS – Centre
National de la Recherche Scientifique.
Salgueiro retomou a investigação suspensa devido aos maus resultados em mica e quartzo por Valadares em 1938. Instalou um espectrógrafo de cristal girante adaptado de um espectrógrafo de raios-X do Laboratório de Química. Lídia tinha como objetivo verificar resultados obtidos, no passado, por investigadores estrangeiros em processos de absorção por um único elemento, absorção seletiva, espectrografia magnética e difração cristalina. Além disso, descobriu uma radiação de comprimento de onda 396 U X, resultado apresentado em janeiro de 1944 e confirmado em março por Frilley, maître de recherches do Laboratoire Curie, numa nota à Academia de Ciências de Paris.
Conclui o doutoramento
na Universidade de Lisboa em 1945 com a dissertação intitulada «Espectro gama dos derivados de vida longa do radão«. É pioneira na área da Física
Atómica formando o legado científico reconhecido até agora.
A investigação em radioatividade e física nuclear em Portugal foi divulgada na Gazeta de Física, onde Lídia foi co-fundadora junto com Jaime Xavier de Brito, Rómulo de Carvalho e Armando Gibert desde o Laboratório de Física da Universidade de Lisboa. A revista tem a finalidade de divulgar a um público não especializado como professores de ensino secundário.
Junto a José Gomes Ferreira, o seu marido, fundou o Centro de Física Atómica da Universidade de Lisboa, em 1976, em atividade na atualidade. Ela orientou o doutoramento de Gomes ferreira com a tese intitulada “Contribuição para o estudo da intensidade das bandas satélites das riscas Lα de elementos de número atómico compreendido entre 73 e 92”, ao que seguiram mais quatro doutorandos.
Foi
destacável pelos trabalhos com uma imaginação extraordinária ainda que com um
equipamento extremamente simples. Também salienta pela veracidade na sua
carreira: não empregou as cartas de recomendação do seu professor de história do Liceu para a
admissão à
Universidade de Coimbra em finais dos anos 30. Ela detestava esse tipo de
procedimento apesar de que faziam as melhores referências.
Em 1978 aposentou-se
como professora catedrática da Faculdade de Ciências por motivos de saúde. Três
anos depois foi eleita sócia
correspondente da Academia das Ciências de Lisboa.
debategraph.org
Morreu no
dia 24 de Julho de 2009, aos 91 anos de idade. Luísa Carvalho, coordinadora do
Centro de Física Atómica da UL faz homenagem a esta mulher desprovida de toda a vaidade e
protagonismo que deixou uma grande lição de simplicidade. “Tudo isto são
glórias vãs, que morrem com o tempo. Porém aquilo que efectivamente é a nossa
obra, essa não morre e perdura para sempre.” E assim é.
Él vino en un barco, de nombre extranjero… o pabellón español. Porque buques vienen y van todos los días, con ellos traen a tierra residuos gestionados desde el barco. Ay Conchita, los encontrarás en el puerto ¿tatuado? pues sí, tatuado con un registro que permita su identificación para tratamiento de residuos que nunca más han de volver … al mar.
Barcos o buques hay muchos: de puerto, mercantes, gobierno, pesca, vela o río. En puerto tenemos gabarras, remolcadores, grúas, dragadores y diques flotantes; mercantes son los cargueros, cisternas y transporte de vehículos pero, de los residuos que vamos a tratar aquí pertenecer a buques de pesca: arrastreros y factorías que viranel barco hacia las Islas Maldivas y el Gran Sol.
Barco de cerco o copo: proa inclinada recta, cabina del piloto en parte delantera, largo mástil, popa espejo inclinado hacia atrás; captura de peces de grandes bandos rodeándolos con larga red provista de flotadores en la parte superior y pesos en la inferior.
En 2013 salía a flote el Real Decreto 1695/2012, amarrando fuerte a puerto el Sistema Nacional de Respuesta ante la contaminación marina. Nace con la finalidad de cubrir un vacío legal para sustancias contaminantes distintas de hidrocarburos y dar respuesta adecuada a los supuestos de contaminación del medio marino y de la ribera del mar.
Por eso el puerto cuenta con instalaciones receptoras de residuos Marpol (Marine pollution) generados por el servicio de mantenimiento y operaciones de limpieza de los barcos, las aguas residuales, restos de materiales, etc. Se clasifican en residuos oleosos, residuos de sustancias nocivas líquidas, aguas sucias, basuras sólidas y residuos de carga. Dentro de la primera clase, se subdividen en: tipo A para residuos de carga de petróleo crudo y agua de lastre contaminada con petróleo crudo; tipo B para residuos contaminados por productos petrolíferos distintos del petróleo crudo y densidad ≤ 1; tipo C los residuos procedentes de sentinas (espacio estanco bajo sala de máquinas) o equipos de depuración de combustible y aceites de motores de los buques.
Y sobre todo llevan el tatuaje que nos cantaba Conchita, un tatuaje inequívoco que ayude a gestionarlo, sí, volvemos a hablar de los códigos LER: 50105 para derrames de hidrocarburos para tipo A; 130701 (fuelóleo y gasóleo) y 130703 (gasolina) para el tipo B; 130401, 130402, 130403 para aceite de sentinas en aguas continentales, en puerto y de otros tipos de navegación. El resto de residuos (Marpol IV: aguas sucias, Marpol V: basuras sólidas) que no son particulares de la navegación, también se gestionan bajo códigos LER comunes a desechos terrestres.
De la valorización de todos los residuos peligrosos hemos hablado recientemente. En el caso de residuos Marpol oleosos, el gestor de residuos los almacena en tanques o depósitos donde permita la separación de fases agua-aceite, los calienta para reducir el porcentaje de agua de la mezcla y los enfría lentamente permitiendo deshacer emulsiones entre fases. De toda esta operativa se consiguen 3 fases diferenciadas: hidrocarburos dirigido a la planta de aceites para aprovechamiento energético; agua sin hidrocarburos dirigida a un tratamiento de lixiviados y lodos dirigidos a solidificación –estabilización.
“es el recuerdo del pasado que nunca más ha de volver.” Nunca máis
Buque congelador/ longliner (palangrero) proa inclinada ligeramente curva, popa espejo inclinado hacia atrás, doble mástil, cabina en la parte trasera y apertura lateral para recoger palangre. Dispone de 135 pies de largo (41 m), capacidad en bodegas para 666.000 libras (más de 300 Toneladas). Cobertizo para cebo a popa, grupos de racimos de boyas anaranjadas sobre los costados o alineadas sobre cubierta. Los buques congeladores procesan el pescado (limpian, empaquetan y congelan) en la cubierta de procesado.
Al capitán se atribuye la condición de autoridad pública a bordo del buque, estando obligado a hacer cumplir las leyes y reglamentos. La seguridad alimentaria no deja de ser una de ellas y zarpa al buque de proa a popa, de babor a estribor y en vigilancia a través del calado. Estoy hablando de las aguas de lastre y su obligación de tratamiento debido a la cada vez más preocupante anisakiosis humana.
Lastrar el buque consiste en llenar de agua tanques de lastre o, anteproblemas de estabilidad, rellenar otros compartimientos para otros fines. Se controla la entrada y salida de agua de mar con ayuda de un sistema de control de trancaniles (aberturas bajo el nivel de flotación) por donde emitir aguas de lavado y otras operaciones de procesado y manipulación de pescado.
La larva anisakis parasita diversas especies de distintas zonas marinas, como sardina, boquerón o merluza debido también a la eliminación al mar de vísceras y restos de peces o cefalópodos por pesqueros durante estos últimos años. Esta preocupación sanitaria que llega a nuestras mesas promueve tratamientos tecnológicos desde el buque, como la congelación o estabilización de aguas de lastre y sedimentos con altas presiones y Temperaturas, tratamiento químico o radiación UV que consigan la esterilización del contaminante biológico.
Él vino en un barco, de nombre extranjero. Lo encontré en el puerto un anochecer, cuando el blanco faro sobre los veleros su beso de plata dejaba caer.
Material recopilado de distintas fuentes, destinado al aprendizaje de soldaduras tipo "TIG: Tungsten Inert Gas" 141 GTAW (Gas Tungsten Arc Welding), electrodos revestidos SMAW 111 (Shield Metal Arc Welding), "MIG: Metal Inert Gas" 131, "MAG: Metal Active Gas" 135, GMAW ( Gas Metal Arc Welding), aluminotérmica, Arco sumergido SAW (Submerged Arc Welding), FCAW (Flux-cored arc welding), etc.